Push Plate vs. Shuttle vs. Rotary HF Welding Machine: Which One Do You Actually Need?
Three machines. The same core technology. Very different results depending on what you make and how many you need to make each day.
Push plate, shuttle, and rotary high frequency welding machines all use the same electromagnetic energy at 27.12 MHz to bond thermoplastic materials. But the way each machine moves material through the weld station determines everything — output rate, labor demand, tooling flexibility, and total cost. Choose the wrong format and you either cap your production or overspend on capacity you cannot use.
This guide breaks down all three machine types clearly so you can match the right format to your actual production requirements.
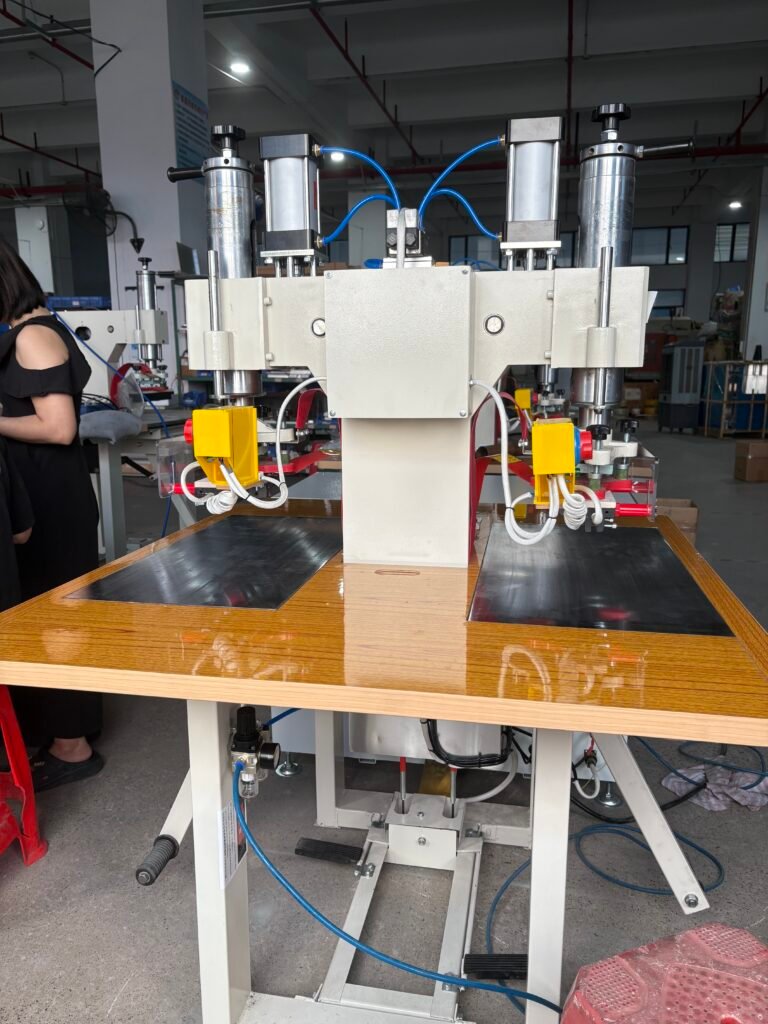
 10KW Push Leather Embossed High Frequency Welding Machine
10KW Push Leather Embossed High Frequency Welding Machine 10KW Automatic Rotary Table High Frequency Welding Machine
10KW Automatic Rotary Table High Frequency Welding Machine 10KW Hot water bags high frequency welding and cutting machine
10KW Hot water bags high frequency welding and cutting machine
How All Three Machines Share the Same Welding Process
Before comparing formats, it helps to understand what they all have in common. Every HF welding machine — regardless of type — consists of the same core components: an HF generator, a press, a set of electrodes or dies, and a control system.
The generator produces high-frequency electromagnetic energy. The press drives the upper electrode down onto the material with controlled force. The dies define the weld shape. The generator activates, the polar molecules inside the plastic vibrate, generate internal heat, and the material fuses under pressure. The press holds the joint closed while it cools, then releases the finished part.
That process is identical whether you run a push plate, a shuttle, or a rotary machine. What differs is how each format handles the loading, welding, and unloading steps — and whether those steps happen one at a time or in parallel.
Push Plate HF Welding Machine: The Straightforward Single-Station Choice
A push plate HF welding machine is the most direct format. The operator places material on the work surface directly beneath the upper electrode. The press descends, the weld cycle runs, and the press rises. The operator removes the finished part, loads the next piece, and repeats.
Everything happens at a single station. Loading, welding, and unloading all occur in sequence — never in parallel. The machine sits idle while the operator loads and unloads between each cycle.
This makes the push plate machine the simplest to set up, the easiest to operate, and the most affordable to purchase. It suits operations where production volume is low to moderate, where product variety changes frequently, or where the weld cycle itself is long enough that parallel processing would not offer meaningful efficiency gains.
Best suited for: Custom fabrication, short production runs, prototype development, products requiring complex die positioning, and businesses with limited floor space or budget. Common products include inflatable goods, leather embossing, small PVC bags, shoe upper welding, and bespoke stationery items.
Typical output: Output depends heavily on product size and cycle time. For a product with a combined weld and cooling time of six seconds, a skilled operator produces roughly 400 to 600 finished parts per hour — minus loading and positioning time between each cycle.
Power range: Push plate machines typically run between 3 kW and 15 kW. Smaller units in the 3 to 5 kW range handle compact products. Mid-range machines at 8 kW cover most standard applications. Larger push plate models at 12 to 15 kW handle bigger die surfaces or thicker materials.
Main limitation: The machine generates no output while the operator loads and unloads. Every second spent handling material is a second the press sits idle. At higher production volumes, this idle time accumulates into a significant capacity constraint that neither faster operators nor parameter optimization can fully overcome.
Related Products



Shuttle HF Welding Machine: Parallel Operation Without the Turntable
A shuttle HF welding machine introduces a sliding tray mechanism that moves the work surface in and out of the weld position. Most shuttle machines operate with two trays. While one tray sits under the electrode and runs the weld cycle, the other tray is pulled out to the operator’s position for loading and unloading.
When the weld cycle completes, the trays exchange positions. The freshly welded part slides out to the operator while the pre-loaded tray slides in and starts its cycle immediately. The press never waits for loading to finish because loading happens on one tray while the other welds.
This parallel operation is the shuttle machine’s core advantage over the push plate format. It eliminates the idle time between cycles. The generator runs almost continuously. Output per hour climbs significantly compared to a single-station machine processing the same product.
Best suited for: Medium to high-volume production of products requiring precision flat-surface positioning. Medical bag manufacturing is among the most demanding and most common applications — blood bags, IV pouches, urine collection bags, and medical device housings all require the precision positioning and repeatable pressure that shuttle machines deliver. Automotive interior components, packaged stationery products, and PVC blister packs also run efficiently on shuttle machines.
Typical output: Because loading and welding overlap, effective output is significantly higher than a push plate machine running identical parameters. A shuttle machine running a six-second weld cycle with two seconds of cooling produces approximately 600 to 900 finished parts per hour under steady operation — depending on how quickly the operator can load and clear each tray.
Power range: Shuttle machines typically run between 5 kW and 30 kW. Medical-grade shuttle machines commonly operate at 5 to 15 kW. Heavy-duty industrial shuttle machines handling large-area dies for automotive or industrial applications may run at 15 to 30 kW with hydraulic rather than pneumatic press systems.
Why the medical industry favors shuttle machines: The sliding tray mechanism provides a flat, stable, precisely repeatable loading surface for products that require exact die alignment. Combined with PLC-controlled weld time, cooling time, and power output, shuttle machines support the process validation requirements — IQ, OQ, PQ — that regulated medical manufacturing demands. The FIAB Shuttle Table and similar purpose-built medical shuttle welders are designed specifically for these applications.
Main limitation: The shuttle machine still requires one full weld-plus-cooling cycle to complete before the trays exchange. Long cycle products — those with extended cooling times — reduce the effective throughput advantage over a push plate machine. The shuttle format also typically costs more than an equivalent push plate unit and requires more floor space for the tray travel path.
Related Products
Rotary High Frequency Welding Machine: Maximum Throughput for High-Volume Lines
A rotary high frequency welding machine replaces the sliding tray with a rotating turntable. Multiple workstations — typically two to eight — are mounted around the circumference of the table. Each station holds a set of welding dies. As the table rotates, each station passes under the single upper electrode in sequence.
The fundamental advantage is that loading, welding, and unloading happen simultaneously at different stations. While one station welds under the electrode, another cools in the adjacent position, a third station unloads the finished part, and a fourth station loads new material. The table indexes forward one position at the end of each dwell period and the cycle begins again — continuously, without pause.
The machine never waits for an operator. As long as operators can keep up with loading at the open stations, the generator runs at near-maximum utilization throughout every shift.
Best suited for: High-volume mass production of standardized products. Stationery manufacturing — ring binders, document wallets, file folders, ID card holders — is one of the most common rotary machine applications precisely because these products run in large volumes with consistent dies. Blister packaging, automotive trim pieces, badge embossing, inflatable toy seams, and promotional PVC products all suit the rotary format when volumes are high enough to justify the investment.
Typical output: A four-station rotary machine running a six-second total dwell per station indexes every six seconds. That produces ten complete cycles per minute, or 600 parts per hour — with no idle time between cycles regardless of how long the operator takes to load each station, as long as loading completes before the station returns to the weld position. With eight stations and shorter dwell times, outputs of 1,500 to 3,000+ parts per hour are achievable on compact, thin-material products.
Power range: Rotary HF welding machines typically operate between 8 kW and 25 kW. The optimal power level depends on the weld area per station and the material thickness. Machines with more stations may run lower power per cycle because the longer effective dwell time compensates for reduced instantaneous power.
Station count matters: A two-station rotary machine operates much like a shuttle machine — one station welds while the other loads. The efficiency gains compound as station count increases. A four-station machine allows welding, cooling, unloading, and loading to occur simultaneously. A six-station machine adds further buffer — useful when the product requires a longer cooling period or when the operator needs additional time to position complex die arrangements. Manufacturers can also adjust the number of active stations to match different products when switching jobs.
Main limitation: Rotary machines carry the highest upfront cost of the three formats. They require more floor space than shuttle or push plate machines. Tooling investment is higher because each active station requires a dedicated die set. And the efficiency advantage only materializes at volumes high enough to keep the table running continuously. Running a rotary machine on short, varied production runs wastes the investment.
Related Products

Side-by-Side Comparison
Production volume fit. Push plate machines suit low to medium volumes — up to a few hundred parts per shift. Shuttle machines suit medium to high volumes — hundreds to low thousands per shift. Rotary machines suit high to very high volumes — thousands of parts per shift running continuously.
Operator involvement. Push plate machines require the operator to load, trigger, and unload every single cycle. Shuttle machines require the operator to load and unload on the inactive tray while the active tray welds — more ergonomic and efficient. Rotary machines spread the loading task across multiple stations, reducing the per-cycle time pressure on any single operator. Multiple operators can work simultaneously on different loading stations of a large rotary machine.
Tooling flexibility. Push plate machines are the most flexible. Changing dies is fast, and the machine suits varied product mixes with frequent tooling changeovers. Shuttle machines offer moderate flexibility — changeovers are straightforward but tray-based positioning means each product type may require dedicated tray inserts. Rotary machines carry the highest tooling cost and the most involved changeover procedure, making them best suited to long runs of standardized products.
Footprint and cost. Push plate machines are the most compact and the most affordable. Shuttle machines require more floor space for tray travel and cost more than push plate equivalents. Rotary machines require the largest footprint and carry the highest purchase price — though their cost per part produced at high volume is the lowest of the three.
Precision and repeatability. All three formats deliver repeatable welds when parameters are correctly set. Shuttle machines have an edge in medical and regulated applications because the flat tray mechanism provides the most stable, alignment-controlled loading surface. Rotary machines deliver excellent repeatability through indexed positioning, but product complexity can make consistent die loading more demanding across multiple stations.
How to Choose: Three Practical Decision Criteria
First: calculate your actual required output. Count how many finished parts your business needs to produce per shift. Be honest — base this on confirmed orders, not aspirational projections. If a push plate machine running realistic cycle times can meet that output, the additional cost and complexity of a shuttle or rotary machine does not pay off. If your required output exceeds what a single-station machine can deliver, work out whether a shuttle format closes the gap or whether only a rotary machine will do.
Second: assess your product mix and changeover frequency. If you run one or two standardized products in large volumes with rare changeovers, a rotary machine delivers the lowest cost per part. If you run ten different products in varying quantities and change tooling daily, a push plate or shuttle machine gives you the flexibility you actually need. Rotary machine efficiency evaporates when the table sits idle during lengthy changeover procedures between short runs.
Third: consider your product’s weld cycle time. Calculate the combined weld time plus cooling time your product requires. For a short cycle — say two to four seconds total — the difference in output between a shuttle and a rotary machine is significant, and the rotary format offers clear value. For products with long cooling cycles — eight seconds or more — the efficiency gap between formats narrows, and the simpler shuttle machine may deliver adequate output at lower cost.
Frequently Asked Questions
Can I upgrade from a push plate machine to a shuttle or rotary machine later?
Generally, no — these are different machine architectures, not incremental upgrades of the same platform. If you anticipate growth beyond push plate capacity, it is worth planning for the larger investment from the start rather than buying a push plate machine that you will need to replace within a year.
Does a rotary machine use more power than a push plate machine?
Not necessarily in absolute terms. A rotary machine running an 8 kW generator uses less power per cycle than a 15 kW push plate machine. The difference is that the rotary machine runs more cycles per hour. Total energy consumption over a shift depends on your specific machine specifications and production rate — not simply on which format you choose.
Is a shuttle machine always better than a push plate machine for medical bag production?
For medium to high-volume medical bag production, yes. The shuttle format provides the stable, flat loading surface and precisely repeatable positioning that blood bags, IV pouches, and similar products require. It also supports the process validation documentation that regulated medical environments demand. For very low-volume specialty products, a push plate machine may be sufficient and far more cost-effective.
How many stations does a rotary HF welding machine need for my application?
Add your weld time and cooling time together, then divide by the index time you can realistically achieve between stations. That gives you the minimum station count. Always add one additional station as a buffer to account for loading time variation. For most standard applications, a four-station machine is the most common choice. Six-station machines suit products with longer cooling times or operators who need extra loading time per cycle.
Which machine type is easiest for a first-time HF welding operator to learn?
The push plate machine. It has the fewest moving parts, the simplest operating sequence, and the slowest production pace — giving new operators time to develop consistent loading habits before production pressure increases. Once an operator understands the process parameters and die handling on a push plate machine, transitioning to a shuttle or rotary machine is straightforward.